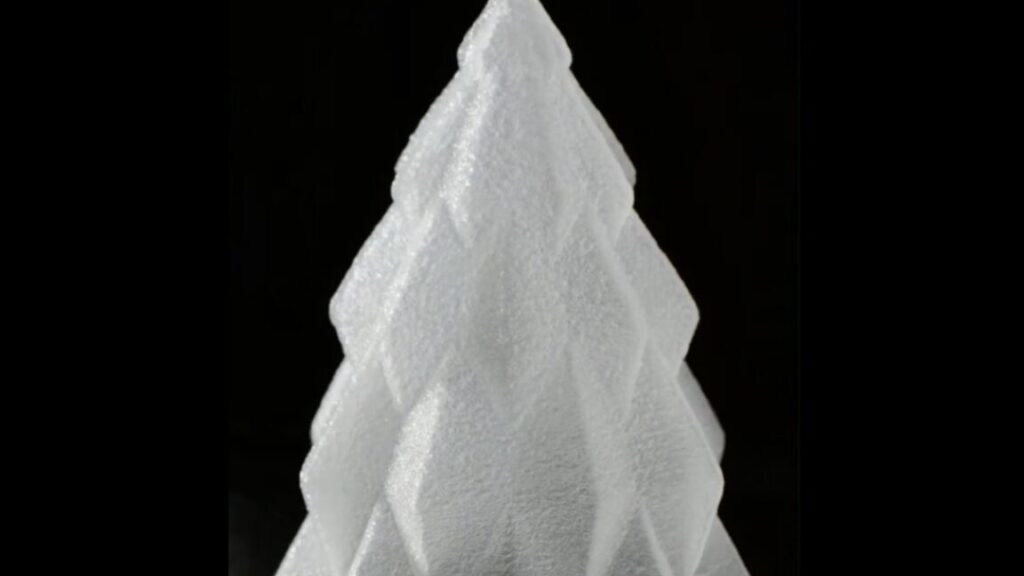
Physicists 3D-printed a Christmas tree of ice
Physicists at the University of Amsterdam came up with a really cool bit of Christmas decor: a miniature 3D-printed Christmas tree, a mere 8 centimeters tall, made of ice, without any refrigeration equipment or other freezing technology, and at minimal cost. The secret is evaporative cooling, according to a preprint posted to the physics arXiv.
Evaporative cooling is a well-known phenomenon; mammals use it to regulate body temperature. You can see it in your morning cup of hot coffee: the hotter atoms rise to the top of the magnetic trap and “jump out” as steam. It also plays a role (along with shock wave dynamics and various other factors) in the formation of “wine tears.” It’s a key step in creating Bose-Einstein condensates.
And evaporative cooling is also the main culprit behind the infamous “stall” that so frequently plagues aspiring BBQ pit masters eager to make a successful pork butt. The meat sweats as it cooks, releasing the moisture within, and that moisture evaporates and cools the meat, effectively canceling out the heat from the BBQ. That’s why a growing number of competitive pit masters wrap their meat in tinfoil after the first few hours (usually when the internal temperature hits 170° F).
Ice-printing methods usually rely on cryogenics or on cooled substrates. Per the authors, this is the first time evaporative cooling principles have been applied to 3D printing. The trick was to house the 3D printing inside a vacuum chamber using a jet nozzle as the printing head—something they discovered serendipitously when they were trying to get rid of air drag by spraying water in a vacuum chamber. “The printer’s motion control guides the water jet layer-by-layer, building geometry on demand,” the authors wrote in a blog post for Nature, adding:
Physicists 3D-printed a Christmas tree of ice Read More »